Universalfräsmaschine Aciera F3
Die Aciera F3 ist eine präzise, kompakte und sehr vielseitige Universalfräsmaschine. Es war eine Vielzahl von Zubehör, wie Schnelllaufkopf, Stosskopf, verschiedenste Tische und Teilapparate, erhältlich. Der Spindelantrieb und der automatische Vorschub in der X-Achse besitzen je acht Geschwindigkeiten.
Ein spezielles und sehr praktisches Detail der F3 ist die Schnellverstellung der X-Achse mit dem frontseitigen zweiarmigen Hebel. Damit kann die X-Achse mit 12mm/U verstellt werden, drückt man den Hebel nach hinten läuft der Tisch mit Vorschub.
Die Spindeln sind, etwas unüblich für eine Fräsmaschine, mit einer Schaublin W20 Aufnahme ausgestattet. Damit passt die Maschine aber hervorragend zu Schaublin und Habegger Drehmaschinen vom Typ 102.
Falls jemand generelle Informationen zur Aciera F3 oder für die Anfertigung von Ersatzteile benötigt, darf er mich gerne kontaktieren. Ich besitze viele Unterlagen; von einigen Teilen habe ich Zeichnungen angefertigt oder kann Tipps zum selber herstellen geben.

Technische Daten:
- Verfahrwege: X:300mm / Y:135mm / Z:300mm
- Drehzahlbereich: 125 - 2500 U/min (125 - 220 -375 - 625 / 500 - 880 - 1500 -2500)
- Vorschub: X Achse 8.5 mm/min - 164mm/min (8.5 - 13 -24 - 41 / 34 - 52 - 92 -164)
- Leistung: 0.75 / 1.5kW
- Gewicht: 500kg ohne Zubehör
- Seriennummer: 30180
- Baujahr: 1967
Vorhandenes Zubehör
| Beschreibung | Aciera Nr. | Bemerkungen |
|---|---|---|
| Prismatischer Gegenhalter | 301 | |
| Vertikalfräskopf | 302 | |
| Schnelllaufender Vertikalfräskopf | 303 | Version mit 1000 / 2000 / 3000 U/min |
| Stossapparat | 304 | Dreibackenfutter | 313a | 110mm |
| Winkeltisch | 330 | |
| Kipptisch | 331 | |
| Einfacher Drehwinkel | 332 | |
| Drehwinkel mit Schneckenantrieb | 333 | |
| Drehbarer Schraubstock | 334 | |
| Dreh- und kippbarer Schraubstock | 335 | |
| Drehbare Wange | 336 | |
| Frontplatte | 338 | |
| Einfacher Teilapparat | 341 | |
| Einfacher Teilapparat mit grosser Teilscheibe | ||
| Reitstock zu Teilapparat | 342 | |
| Universal Teilapparat | 343 | |
| Rundtisch | 345 | |
| Flachspanner mit Teilvorrichtung | 347 | mit Röhm Dreibackenfutter 125mm |
| Original Werkzeug Schrank | 348 | |
| Koordinaten-Fräseinrichtung | 350 | zum Stempel fräsen |
| Zentriermikroskop "Marcel Aubert SA" | 351 | |
| Ausdrehkopf Rawyler | 352 | |
| Bohrapparat | 353 | |
| Zwischensohle | 354 | |
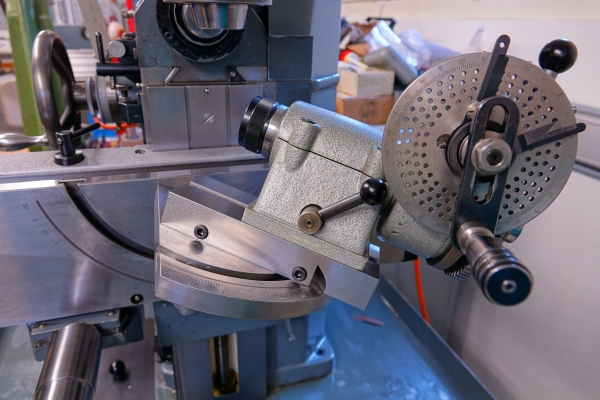
| Universal Teilapparat | 361 | zum Spiralfräsen mit 362 |
| Automatischer Antrieb | 362 | zum Spiralfräsen |
| Plan- und Ausdrehkopf Lenz LPA 2 | W20 Aufnahme | |
| Spannzangenfutter ER32 "Regofix" | W20 Aufnahme | |
| Div. Dorne und Spannzangen |

Revision- und Reparaturarbeiten
Aufgrund von Verschleiss habe ich einge Teile ersetzt. Da die meisten Ersatzteile nicht mehr erhältlich oder aber sehr teuer sind, habe ich diese selber hergestellt.
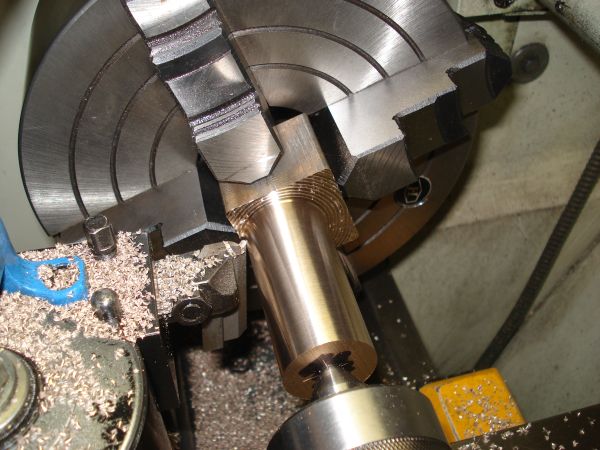
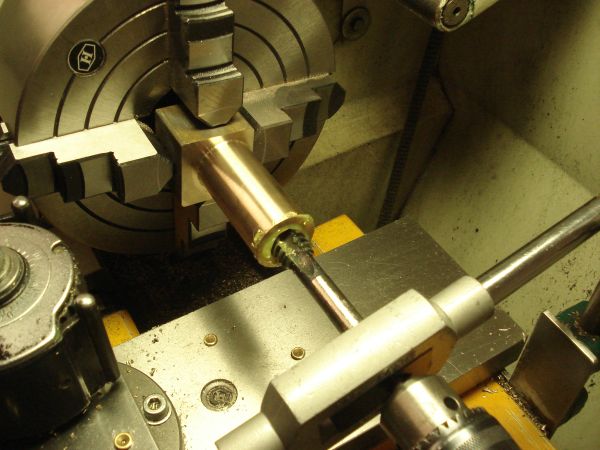
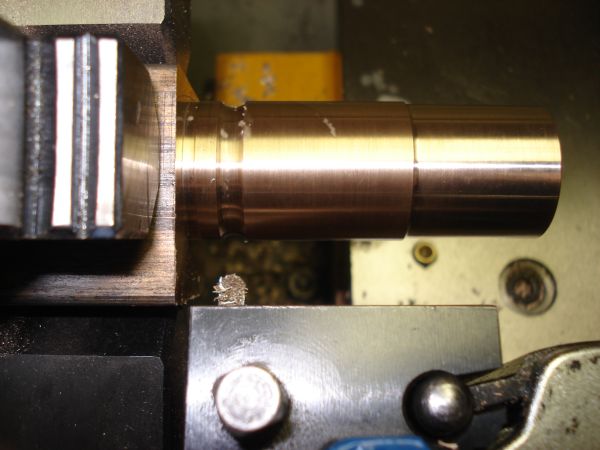
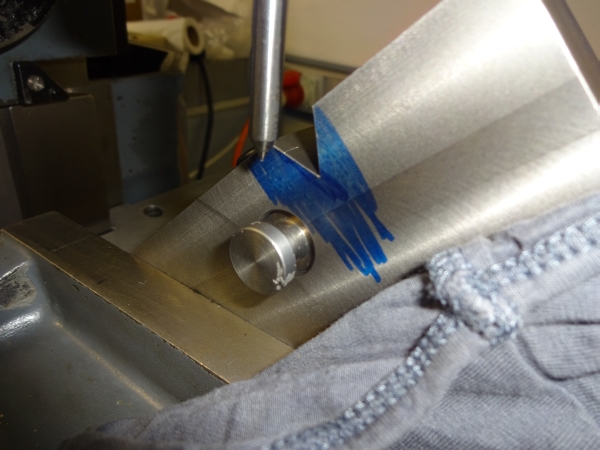
Anfertigung neue Mutter X-Achse
Per Zufall kam ich an eine fast neue Vorschubspindel für die X-Achse. Da die Maschine bereits einiges Umkehrspiel hat, nutzte ich die Gelegenheit um die Achse zu revidieren und fertigte eine neue Mutter an:










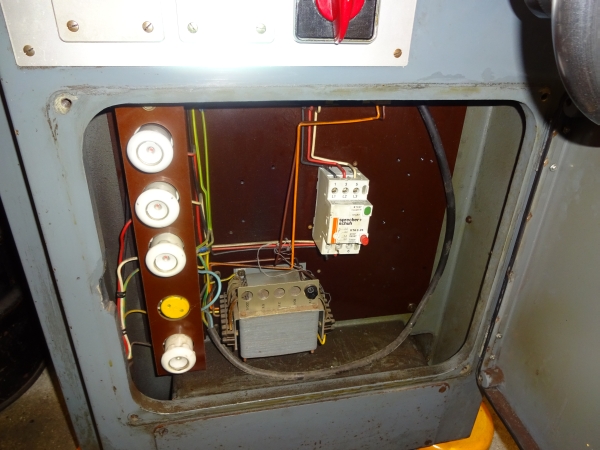
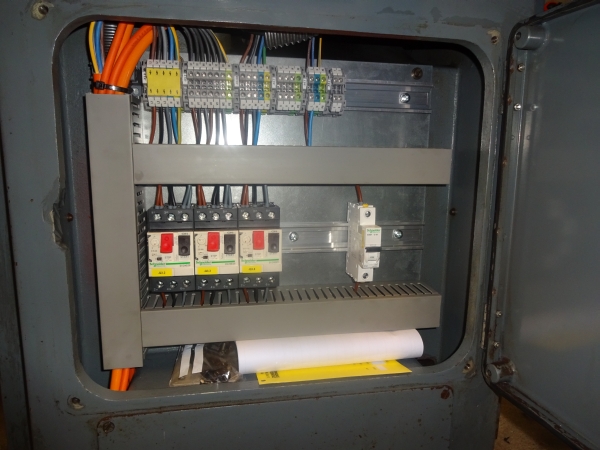
Revision Elektrische Steuerung
Die elektrische Ausrüstung war, wie oft bei älteren Maschinen, nicht mehr in gutem Zustand. Zudem fehlte an der Maschine die Steckdose für den Schnellaufkopf. Auch die Maschinenleuchte musste separat eingesteckt werden, sonst löste der FI aus. So habe ich eine neue Elektrik eingebaut, inkl Hauptschalter, Steckdose für den Schnellaufkopf und fest angeschlossener Maschinenleuchte. Im gleichen Zug wurde auch der Motor gereinigt und mit neuen Lagern versehen.


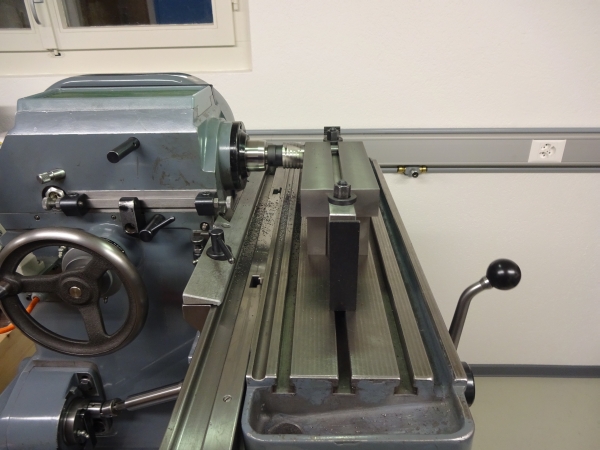
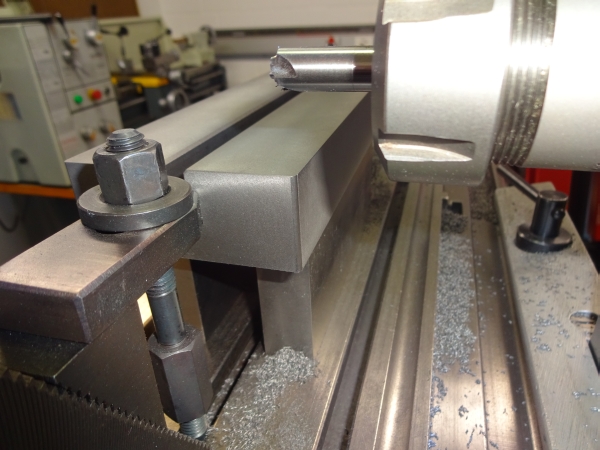
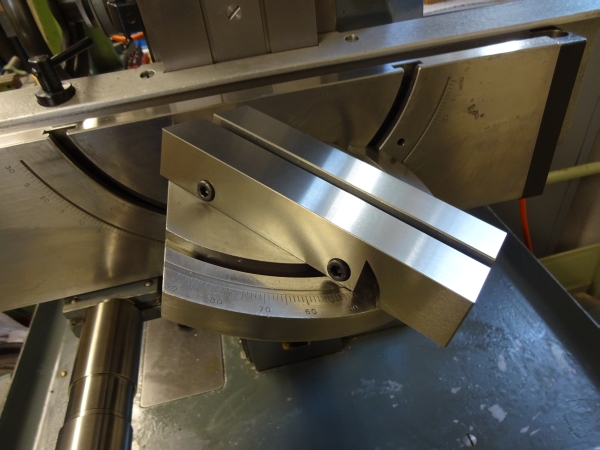
Winkeltisch Bearbeitungsfehler beheben
Nach dem ich endlich einen neuwertigen Universalteilapparat für die F3 kaufen konnte, musste ich mit erschrecken feststellen, dass die Nuten im Winkeltisch ab Werk falsch gefräst worden waren. Der Teilapparat konnte nicht in die T-Nuten eingefahren werden, da der untere, breitere Teil der Nute um einen halben Millimeter zum schmalen Teil versetzt war.
Zwar hätte man den Teillaparat anpassen können, so dass er auf den Tisch gepasst hätte, aber es hätte mit jedem weiteren Zubehör die gleichen Probleme gegeben. So konnte ich mit Unterstützung eines Kollegen den Tisch auf einer grossen Reiden Fräsmaschine nachfräsen.


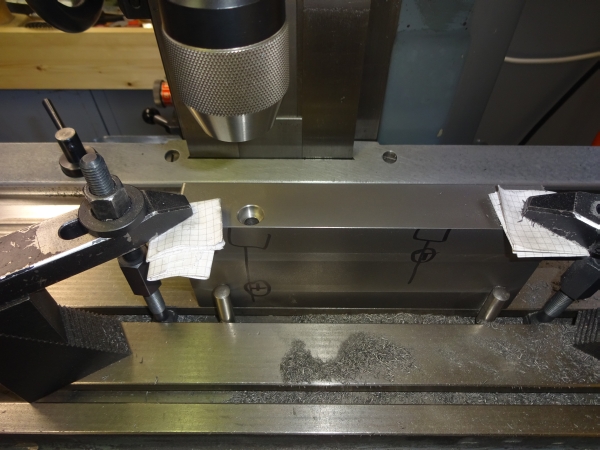
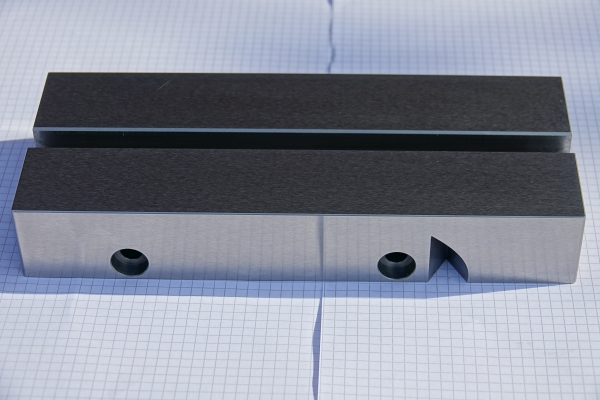
Nachfertigung eines Drehwinkel Oberteils
Vor einiger Zeit konnte ich unvollständigen einfachen Drehwinkel kaufen. Es war nur noch das untere Gussteil vorhanden.
Mein Ziel war es die fehlenden Teile nachzbauen, so dass sich der Drehwinkel nicht mehr von einem Orginal unterscheiden lässt. Die T-Nute ist auf die Aciera übliche Toleranz 10J6 gefräst. Die Aussenflächen habe ich in einem Betrieb sauber schleifen lassen. Als Exzenterbolzen habe 12.9 Inbuschrauben verwendet.
Falls jemand Zeichnungen braucht kann er sich gerne melden.









Revision Schnelllaufkopf
Zu meiner Aciera besitze zusätzliche einen schnelllaufenden Vertikalfräskopf. Dieser ist ganz praktisch bei feinen Bohr- und Fräsarbeiten, durch den Riemenantrieb läuft er zudem angenehm leise. Dank der Pinole kann auch einfach gebohrt werden. Bemerkenswerterweise hat mein Schnelllaufkopf einen Drehzahlbereich 1000 / 2000 / 3000 U/min, anstelle der üblichen 2000 / 4000 / 6000 U/min.

Leider wurde der Schnelllaufkopf früher einmal unsachgemäss "revidiert" und viele Teile beschädigt. In der Folge habe ich einige Teile nachgefertigt um wieder einen neuwertigen Zustand zu erreichen.
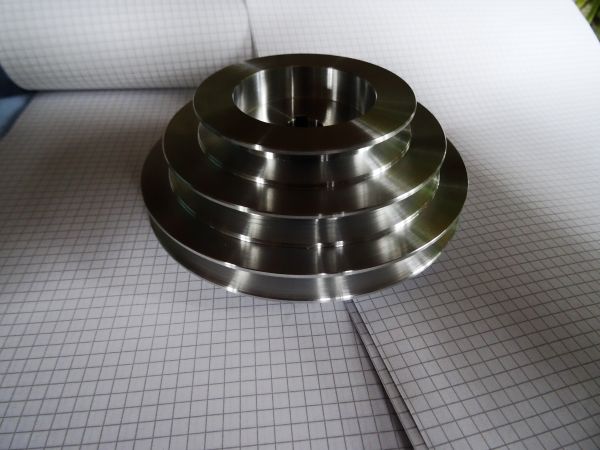
Riemenscheiben
Beide Riemenscheiben waren mit einem Abzieher verbogen worden, so dass der Riemen laut und unruhig lief. Zudem waren die Rillenabstände bereits ab Werk ungenau gefertigt und der Riemen lief immer etwas schräg.



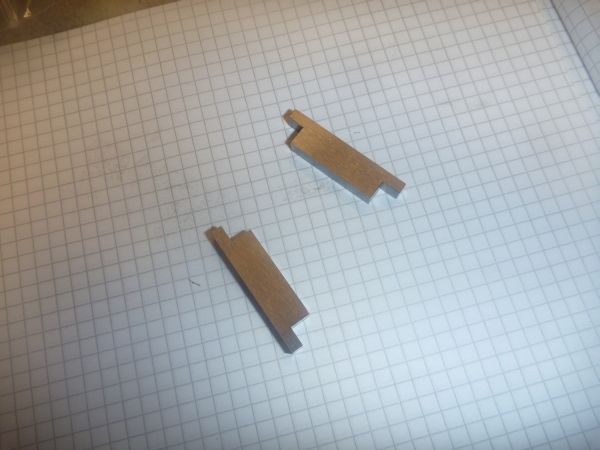
Hohlwelle und diverse Kleinteile
Die Hohlwelle trägt die spindelseitige Riemenscheibe und läuft in zwei Kugellagern. Diese überträgt das Drehmoment mit zwei Mitnehmern auf die Spindel. Auch diese Welle hatte einen "Knacks" aufgrund unsachgemässer Demontage. Besondere Herausforderung bei der Herstellung war der exakte Rundlauf zwischen Führungsbohrung der Spindel und dem Aussendurchmesser. Auch die beiden Nuten mussten sehr exakt gefräst werden, damit die beiden Mitnehmer mit ganz wenig Übermass in die Riemenscheibe passten.
Da sämtliche Muttern entweder mit der Rohrzange oder mit Durchschlag und Hammer malträtiert wurden, habe ich auch diese nachgefertigt. Dies zwar mehr aus optischen wie aus technische Gründen. Als Material habe ich bei allen Teilen den Stahl "ETG 100" verwendet, dies ist ein hochfester Automatenstahl welcher trotz der hohen Festigkeit gut zu bearbeiten ist.






Verbesserung Hohlwellenlagerung
Bereits im ursprünglichen Zustand bemerkte ich, dass die Lagerung der Hohlwelle nicht optimal ist, da die beiden Kugellager axial zu wenig genau geführt sind. Durch den Riemenzug kippt die Welle leicht und es kommt zu einem unruhigen Lauf der Riemenscheibe. Dies ergibt wiederum eine seitliche Belastung auf die (dünne) Spindelwelle.
Mein Ziel war es, die Lagerung zu verbessern ohne die Maschine unwiderbringlich zu verändern. Dabei habe ich eine Lösung angewandt, wie sie Aciera auch bei den Bohrmaschinen Typ 10 und 13 eingesetzt hat:
Die beiden äusseren Lagerringe werden durch eine Wellfeder elastisch mit ca. 300N axial vorgespannt. Dies ergibt eine stabile und laufruhige Lagerung.
Die einzige Modifikation war das kürzen der äusseren Distanzbuchse um 1.75mm, um Platz für die Feder zu gewinnen. Um für einen allfälligen Rückbau gerüstet zu sein, habe ich einen Satz Reserve Distanzbuchsen hergestellt.


Downloads
Typenhistorie
Ich habe versucht eine Typenhistorie über die Universalfräsmaschine Aciera F3 zu erstellen. Ich habe alle möglichen Informationen aus Betriebsanleitungen, technischer Literatur und Maschinen die ich kenne, zusammengefasst.
Natürlich besteht kein Anspruch auf Richtigkeit oder Vollständigkeit.
Für weitere Informationen bin ich dankbar! Bitte einfach ein kurzes Mail schicken.
 Aciera F3 Typenhistorie
Aciera F3 Typenhistorie
Checkliste
Als Hilfestellung für potentielle Aciera F3 Käufer habe ich ein Checkliste mit den häufigsten Mängeln zusammengestellt:
Checkliste Aciera F3